產(chǎn)品列表
聯(lián)系我們
 電話: 020-26225615
電話: 020-26225615 ???????????? 020-26224970
網(wǎng)站: m.tbtx.com.cn
改進(jìn)齒輪泵效率容積和性能的討論
改進(jìn)齒輪泵效率容積和性能的討論
[來源:未知]??? [作者白云泵業(yè)]??? [日期:2016-11-18 10:08]??? [熱度:]
齒輪泵容積效率較低,主要是端面泄漏較大,約占總泄漏量的70~80%。所以,提高齒輪泵的端蓋和殼體之間的配合精度,提高泵的容積效率和性能是技術(shù)人員努力的方向。齒輪泵端面和殼體的加工基本上是定位銷來保證其加工和配合精度。但是由于定位銷孔的孔徑尺寸較小,僅為φ8mm,而且加工精度、內(nèi)表面粗糙度等要求較高,我們以前經(jīng)過多方努力,采用各種加工方法,質(zhì)量仍難以保證,對此,我們進(jìn)行了一定的研究,改進(jìn)了加工和裝配工藝,取得了一定的效果。
齒輪泵端蓋與殼體配合誤差對泵的性能和效率的影響
主動齒輪回轉(zhuǎn)軸線與前蓋定位止口同軸度誤差大,齒輪旋轉(zhuǎn)阻力大,甚至卡死,造成泵的機(jī)械性能大大下降。零件的動配合不好,磨損加快,縮短了齒輪泵的使用壽命,并且浮動軸套軸向移動阻力較大,使齒輪泵端面與軸套之間的間隙不能及時消除,甚至不能移動,導(dǎo)致齒輪泵容積效率下降。另外,由于主動輪軸與傳動軸受其自身同軸度的影響,加大了泵的振動和噪聲。
定位銷孔加工工藝比較及試驗
一、定位銷加工工藝比較
(1)采用鉆、鉸(鉆模)工藝,雖然保證了2-φ8mm孔徑尺寸精度和內(nèi)徑表面粗糙度,但銷孔孔距誤差大,而且不太穩(wěn)定。
(2)采用鉆、成型(模具擠壓)工藝,雖然保證了兩銷孔加工精度、孔徑精度,并且穩(wěn)定可靠,但是又帶來銷孔表面粗糙、部分孔徑不圓度增大的問題。
(3)在兩個+13mm緊固螺釘孔口部添置套管銷,去掉原來2-φ8mm銷孔,采用鉆、鉸、鏜工藝,保證了各方面的精度,但是工藝復(fù)雜,成本較高。針對以上情況,我們進(jìn)行了分析研究,認(rèn)為解決定位銷問題是關(guān)鍵所在,改進(jìn)加工工藝是解決問題的路子。
二、對比試驗分析
我們采用一個定位銷和主動輪軸作為定位加工、裝配,去掉另一個定位銷,然后再隨機(jī)抽取六臺齒輪泵分三組按不同的組裝方式在齒輪泵全性能試驗臺上做性能試驗,檢測它們在試驗前和試驗后主動輪軸線與前蓋定位止口同軸度的誤差變化,從而選取最佳方案。具體情況如表1。
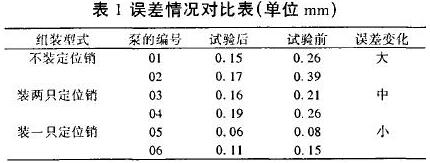
從表1上對比情況可見,第三種方法徑向跳動變化最小,證明采用這種工藝方案是成功可行的。為了提高齒輪泵的裝配精度,我們又專門設(shè)計制造了以主動齒輪軸為基準(zhǔn)的定位夾具,在裝配時利用該夾具將前蓋位置精確地控制后,再擰緊四只緊固螺釘。
實踐證明,采用新的工藝以后,較好地解決齒輪泵的端蓋和殼體之間的配合及加工問題,保證了泵的各項技術(shù)指標(biāo),提高了泵的容積效率和機(jī)械性能,取得了較為滿意的效果,并且較為經(jīng)濟(jì)實用。
關(guān)鍵字:齒輪泵,齒輪泵性能
上一篇:淺談我國雙吸泵發(fā)展歷程
下一篇:水泵滾動軸承常用滾動體的形式